ΨΏ”–ΗΏ ”Ο–‘ΒΡΦΖ≥ω3D¥ρ”ΓΦΦ θΙψΖΚ”Π”Ο”ΎάύΤςΙΌ…ζΈο÷Τ‘λΓΔΉι÷·ΙΛ≥ΧΒ»Νλ”ρΓΘ»ΜΕχΘ§¥ΪΆ≥ΦΖ≥ω3D¥ρ”Γ‘ΎΡΪΥ°≥ΝΜΐΙλΦΘ…œ÷ΜΩ……ζ≤ζΙΧΕ®÷±ΨΕœΥΈ§Θ§œό÷ΤΤδΡ―“‘…ηΦΤ÷Τ‘λΗ¥‘”ΧίΕ»ΕύΩΉΫαΙΙΓΘ
Ϋϋ»’Θ§÷–ΙζΩΤ―ß‘Κ…νέΎœ»ΫχΦΦ θ―–ΨΩ‘Κ»ν≥ΛΥ≥―–ΨΩ‘±Ά≈Ε”ΝΣΚœΙΰΕϊ±θΙΛ“Β¥σ―ßΚΪ’ώ”νΫΧ ΎΆ≈Ε”Θ§ΫΪ“ΫΙΛΫΜ≤φ”κ»ΎΚœΘ§Χα≥ωΝΥ±δœΥΈ§÷±ΨΕ3D¥ρ”ΓΦΦ θΘ§ΈΣΖ¬…ζΧίΕ»ΫαΙΙΙΙΫ®ΧαΙ©–¬ΥΦ¬ΖΘ§œύΙΊ≥…ΙϊΖΔ±μ‘ΎNature CommunicationsΤΎΩ·Θ§ΧβΈΣ“Gradient matters via filament diameter-adjustable 3D printing”ΓΘΗΟ―–ΨΩΆ®ΙΐΕ®÷Τ3D¥ρ”Γ‘ΥΕ·ΙλΦΘ…œΒΡ¥ρ”ΓΥΌΕ»ΚΆ¥ρ”ΓΗΏΕ»Θ§ Βœ÷ΦΖ≥ω3D¥ρ”ΓœΥΈ§÷±ΨΕΒΡΨΪΉΦΩΊ÷ΤΘ§Ηο–¬Ψυ‘»œΥΈ§Ε―ΜΐΒΡ¥ΪΆ≥ΡΘ ΫΘ§ Βœ÷ΧίΕ»ΕύΩΉΫαΙΙΒΡΨΪΉΦ÷Τ‘λΘ§ΈΣ“λ÷ ΤςΙΌΖ¬…ζΙΙΫ®ΧαΙ©–¬≤Ώ¬‘ΓΘ
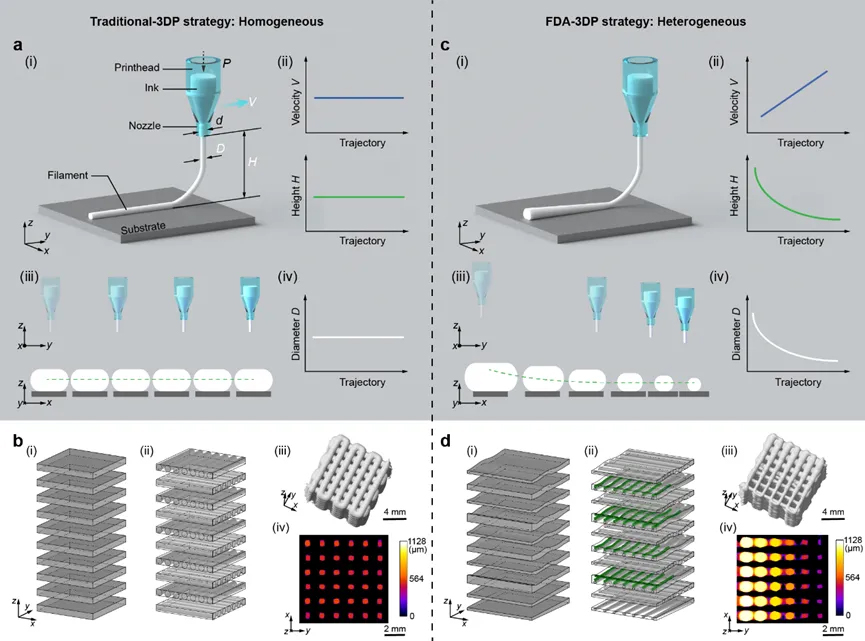
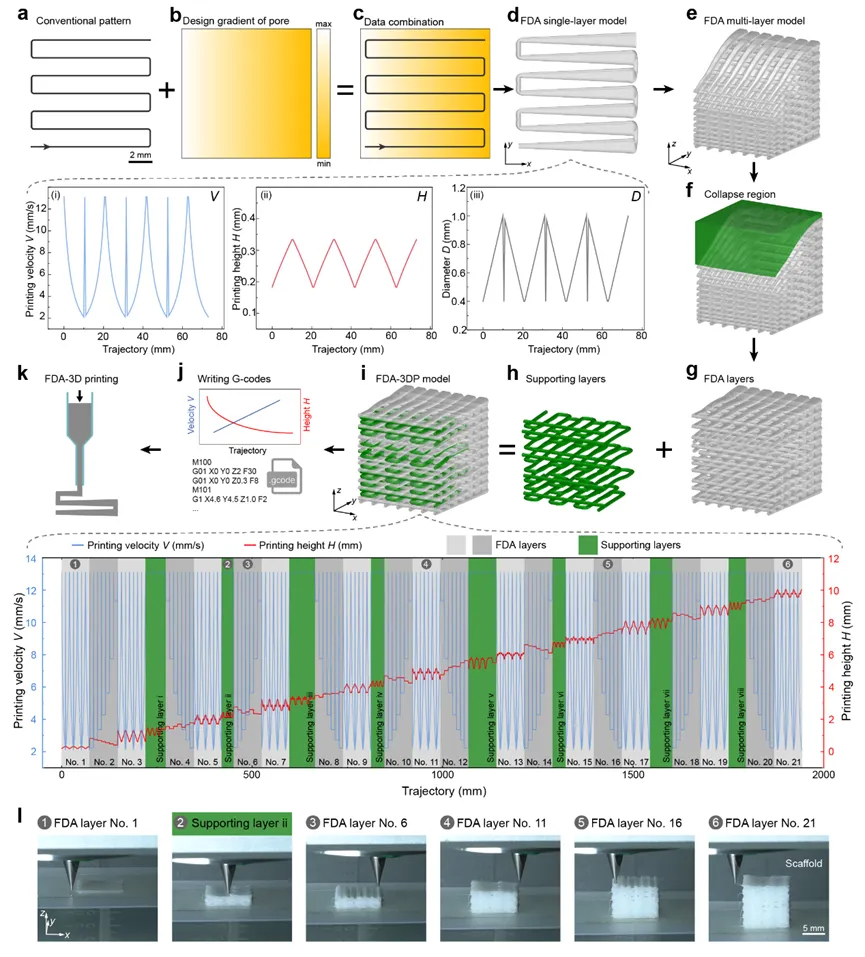
¥ΪΆ≥ΦΖ≥ω3D¥ρ”Γ≤…”ΟΤΫ––«–Τ§ΖΫΖ®Θ§Τδ‘Ύ≤ψΡΎ¥ρ”Γ ±±Θ≥÷ΚψΕ®ΒΡ¥ρ”ΓΥΌΕ»VΚΆ¥ρ”ΓΗΏΕ»HΘ§≥ΝΜΐ–Έ≥…ΒΡœΥΈ§÷±ΨΕ“≤±Θ≥÷ΚψΕ®ΓΘΨΓΙή¥ΪΆ≥3D¥ρ”Γ≤Ώ¬‘±ΜΤ’±ιΫ” ήΘ§≤Δ“―≥…ΈΣ÷Τ‘λΨυ‘»ΕύΩΉΫαΙΙΒΡΜΤΫπ±ξΉΦΘ§ΒΪΙΧΕ®ΒΡ¥ρ”Γ≤Έ ΐΚΆΚψΕ®ΒΡœΥΈ§÷±ΨΕœό÷ΤΝΥΤδ…ηΦΤ÷Τ‘λΗ¥‘”ΧίΕ»ΕύΩΉΫαΙΙΓΘΈΣΆΜΤΤ¥ΪΆ≥3D¥ρ”Γ≤Ώ¬‘ΒΡœό÷ΤΘ§―–ΨΩΆ≈Ε”Μυ”ΎΧεΜΐ ΊΚψΕ®¬…Θ§Ά®ΙΐΕ®÷Τ‘ΥΕ·ΙλΦΘ…œΒΡ¥ρ”ΓΥΌΕ»ΚΆ¥ρ”ΓΗΏΕ»Θ§ Βœ÷Ης¥ΠœΥΈ§÷±ΨΕΒΡΨΪΉΦΩΊ÷ΤΘ§Χα≥ωFDA-3DPΘ®filament diameter-adjustable 3D printingΘ©–¬≤Ώ¬‘ΓΘ¥ΪΆ≥≤Ώ¬‘”κFDA-3DP–¬≤Ώ¬‘Υυ÷Τ‘λΕύΩΉΧίΕ»ΫαΙΙΒΡΉν÷’–ßΙϊΘ§»γ ”ΤΒ÷–ΒΡMicro-CT ΐΨίΥυ ΨΓΘ
ΆΦ1. ¥ΪΆ≥3D¥ρ”Γ≤Ώ¬‘vs. FDA-3DPΘ®filament diameter-adjustable 3D printingΘ©–¬≤Ώ¬‘
FDA-3DP≤Ώ¬‘ΒΡΙΊΦϋ≤Έ ΐΈΣ¥ρ”ΓΥΌΕ»VΚΆ¥ρ”ΓΗΏΕ»HΓΘ¥ρ”ΓΥΌΕ»ΩΊ÷Τ¥ρ”ΓΙλΦΘ…œΥυ≥ΝΜΐœΥΈ§ΒΡ÷±ΨΕΘ§¥ρ”ΓΗΏΕ»ΩΊ÷Τ≥ΝΜΐœΥΈ§ΒΡ÷ ΝΩΚΆœΏ–‘Ε»ΓΘ¥ρ”ΓΥΌΕ»Ιΐ¬ΐΜα‘λ≥…ΡΪΥ°Ε―Μΐ―œ÷ΊΘ§¥ρ”ΓΗΏΕ»ΙΐΗΏΫΪΖΔ…ζΨμ…ΰ–ß”ΠΓΘ
ΆΦ2. FDA-3DP–¬≤Ώ¬‘ΒΡΙΊΦϋ≤Έ ΐ
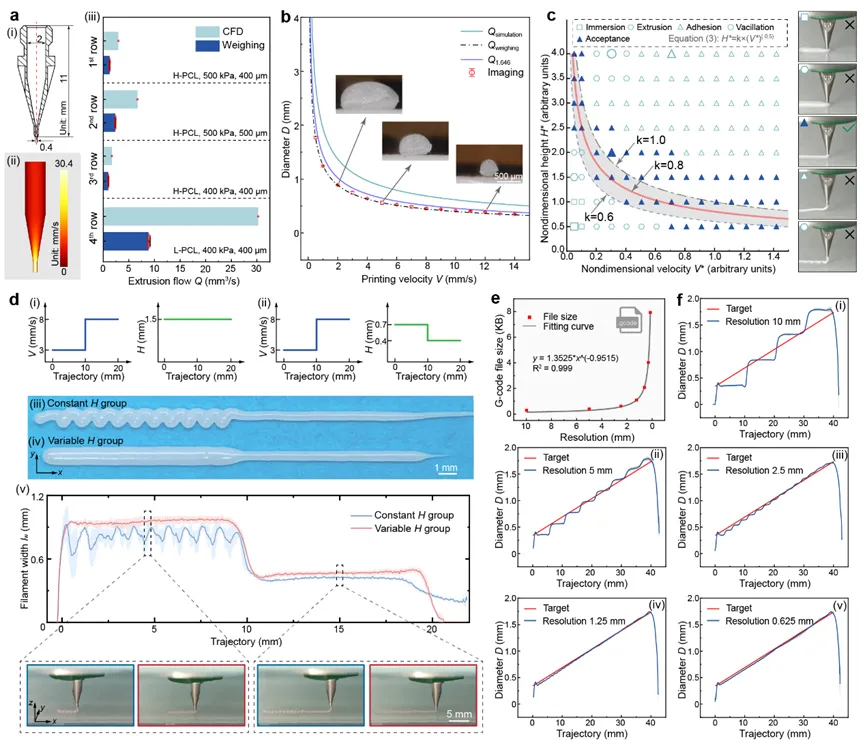
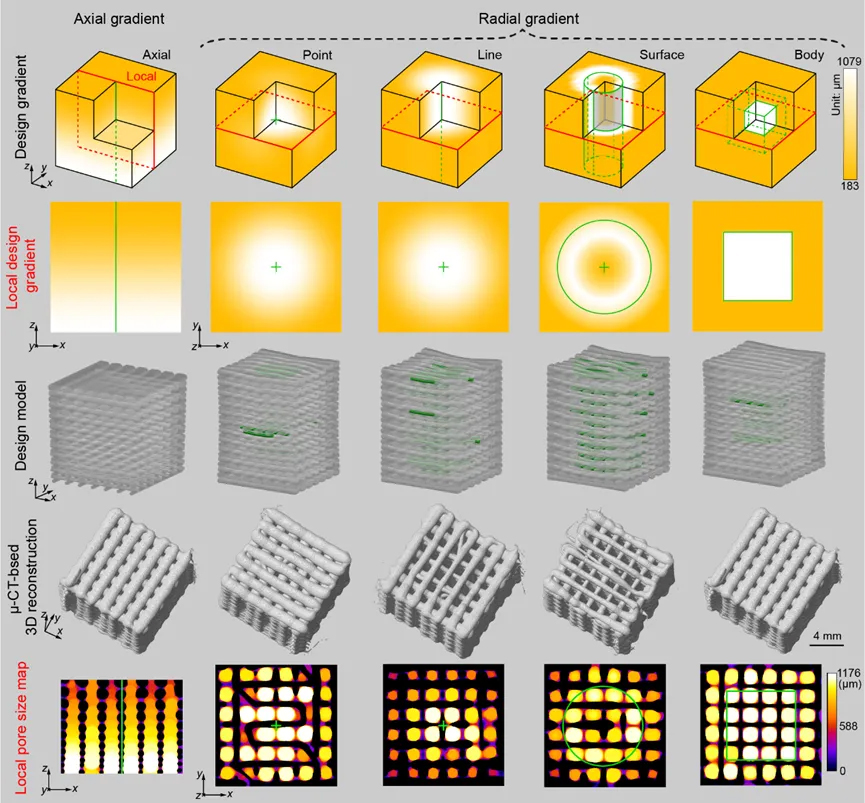
ΈΣΝΥ÷ΛΟςΗΟ≤Ώ¬‘ΒΡ”––ß–‘Θ§―–ΨΩΆ≈Ε”‘Ύ10mm≥Ώ¥γΒΡΝΔΖΫΧεΡΎ…ηΦΤ÷Τ‘λΝΥΥ°ΤΫΧίΕ»ΕύΩΉΫαΙΙΓΘΆ®ΙΐΫΪ¥ρ”ΓΙλΦΘ”κΡΩ±ξΧίΕ»œύ»ΎΚœ Βœ÷Ω…ΩΊ÷±ΨΕœΥΈ§ΒΡΒΞ≤ψΕ®÷ΤΘ§≤ΔΈΣΝΥ±ήΟβ«±‘ΎΒΡΨ÷≤ΩΥζœίΘ§Χα≥ωΙΧΕ®÷±ΨΕœΥΈ§≤Ι≥ΞΜζ÷ΤΓΘΫχΕχ¥νΫ®“…ηΦΤ-÷Τ‘λ”ΙΛΉςΝς≥ΧΘ§÷Ί–¥÷Τ‘λ¥ζ¬κG-codesΘ§ Βœ÷ΧίΕ»ΕύΩΉΫαΙΙΒΡΦΖ≥ω3D¥ρ”Γ÷Τ‘λΓΘMicro-CT÷ΊΫ® ΐΨί÷ΛΟςΆ®ΙΐΗΟ≤Ώ¬‘÷Τ‘λΒΡΥ°ΤΫΧίΕ»ΕύΩΉΫαΙΙ”κ…ηΦΤΧίΕ»ΡΘ–ΆΒΡΩΉ≥Ώ¥γΖ÷≤Φ¥φ‘Ύ“Μ÷¬–‘ΓΘ
ΆΦ3. Ά®ΙΐFDA-3DP–¬≤Ώ¬‘…ηΦΤΚΆ÷Τ‘λΥ°ΤΫΧίΕ»ΕύΩΉΫαΙΙ
Ϋχ“Μ≤ΫΘ§ΈΣΝΥ’Ι ΨFDA-3DP≤Ώ¬‘ΒΡΤ’ ”ΠΘ§―–ΨΩΆ≈Ε”…ηΦΤ÷Τ‘λΝΥ÷αœρΚΆΑϋά®ΒψΓΔœΏΓΔΟφΓΔΧεΒΡΨΕœρΧίΕ»ΕύΩΉΫαΙΙΓΘ
ΆΦ4. …ηΦΤΓΔ÷Τ‘λΚΆΤάΙά÷αœρΚΆΨΕœρΧίΕ»ΕύΩΉΫαΙΙ
ΈΣΝΥΧΫΥς’Ι ΨFDA-3DP–¬≤Ώ¬‘ΒΡΗϋ…ν”Π”ΟΘ§―–ΨΩΆ≈Ε”…ηΦΤ÷Τ‘λΝΥΡΎ«ΕHITΉ÷ΡΗΘ®ΙΰΕϊ±θΙΛ“Β¥σ―ßΒΡ ΉΉ÷ΡΗΘ§Harbin Institute of TechnologyΘ©ΒΡΕύΩΉΧίΕ»ΫαΙΙΓΘΫαΙϊœ‘ ΨHITΉ÷ΡΗΖ÷±πΆξ≥…ΝΥ‘Ύ≥ΛΖΫΧεΡΎ≤ΩΒΡΆξ»ΪΙᥩΓΔΨ”÷–“ΰ≤ΊΚΆΨ”÷–“ΰ≤Ί≤ΔΡφ ±’κ–ΐΉΣ45°Ζ÷≤ΦΓΘ¥ΥΆβΘ§―–ΨΩΆ≈Ε”ΜΙ‘ΎΝΔΖΫΧεΡΎœβ«ΕVΉ÷ΡΗΘ§ΧΫΥςΝΥFDA-3DP≤Ώ¬‘‘Ύ≥§ΫαΙΙΝλ”ρΕ®÷ΤΨ÷≤ΩΝΠ―ß–‘ΡήΒΡ«±‘Ύ”Π”ΟΓΘ
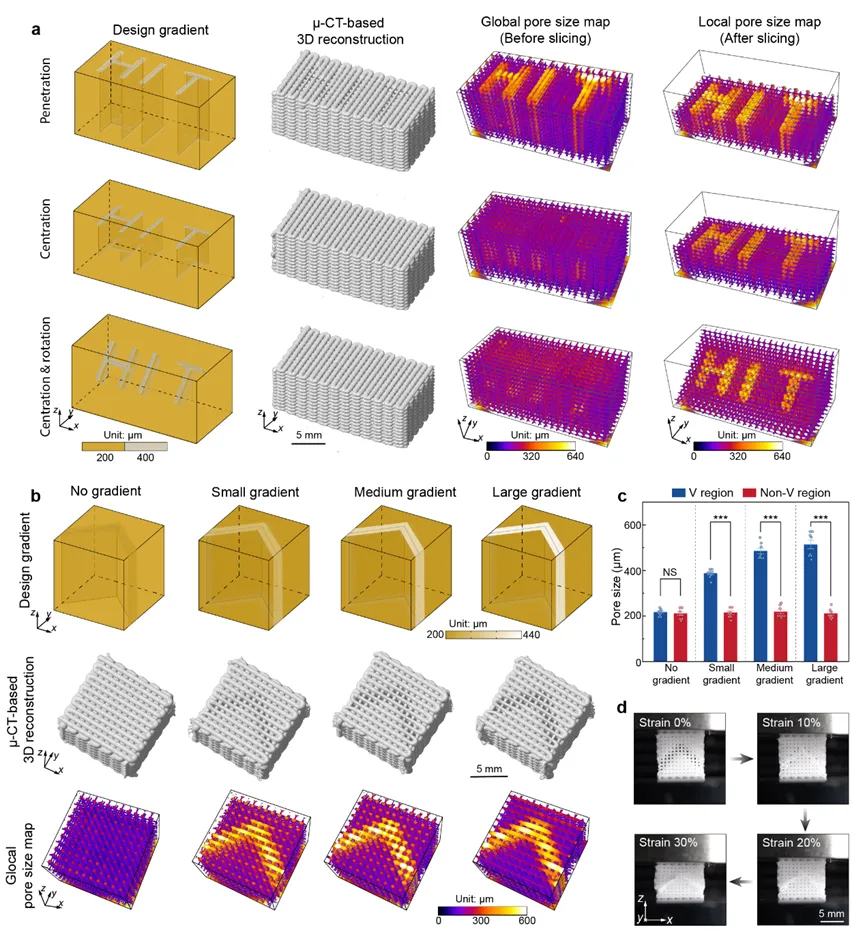
ΆΦ5. ΗΏΕ»Ω…ΒςΩΉ≥Ώ¥γΒΡΧίΕ»ΫαΙΙΘ®ΡΎ«ΕHITΉ÷ΡΗΚΆVΉ÷ΡΗΘ©
ΗΟ―–ΨΩΧα≥ωΒΡFDA-3DP–¬≤Ώ¬‘ΆΜΤΤΝΥ¥ΪΆ≥ΦΖ≥ω3D¥ρ”ΓΦΦ θΡ―“‘Φ”ΙΛΗ¥‘”ΧίΕ»ΕύΩΉΫαΙΙΒΡΡ―ΧβΘ§ΧΫΥςΝΥΤδ‘ΎΉι÷·ΙΛ≥Χ”κΖ¬…ζΤςΙΌ÷Τ‘λΘ®»γΙ«ΓΔ»μΙ«ΓΔ―ΣΙήΘ©ΓΔ4D¥ρ”ΓΒ»Νλ”ρΒΡ”Π”ΟΩ…–––‘ΓΘ
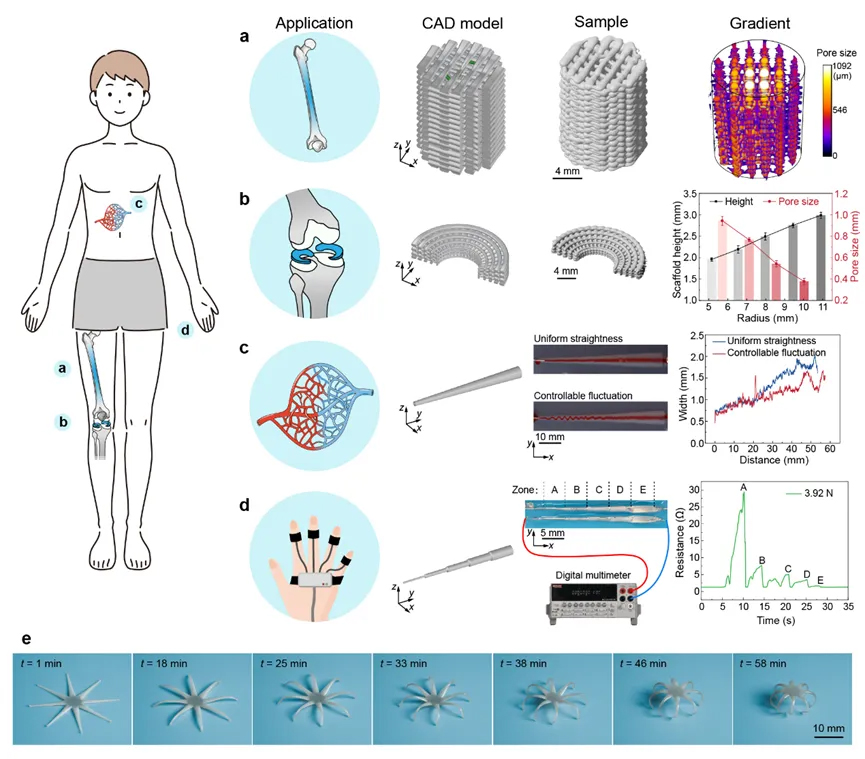
ΆΦ6. FDA-3DP–¬≤Ώ¬‘”Π”ΟΧΫΥς
Θ®ά¥‘¥ΘΚΗΏΖ÷Ή”ΩΤ―ß«Α―ΊΘ© |









 Υ’ΙΪΆχΑ≤±Η32010502011068Κ≈
Υ’ΙΪΆχΑ≤±Η32010502011068Κ≈